| �@ |
|
 |
 |
 |
 |
|
�_�C�J�b�g�p���`
|
�A���~���H�p�H��
|
�v���X�`�b�N���^���^
|
�d�q���i�����K�C�h
|
|
|
 |
|
|
| �@ |
|
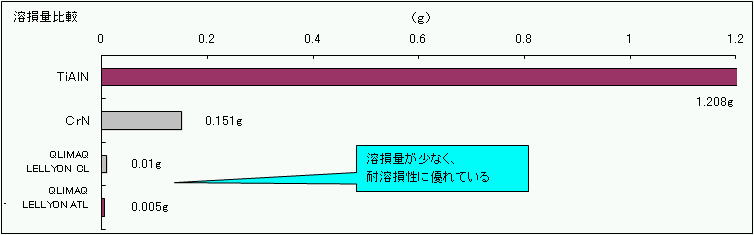
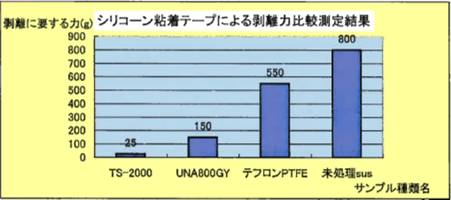
�]���A�c�k�b���͍d�����̂Ɋ���₷���A�������₷���ƌ����Ă��܂����B
�R�[�e�B���O�����▌�̌X�Αw�̍H�v�ɂ��A�������C�W�����Ⴍ(μ��0.15)�A�����d
��������Ă��A�������ɂ����A�ϋv���Ƒϖ��Ր��ɗD�ꂽ���ϋv���h�b�e���J�����܂����B
�����e�i���X�t���[��ڎw���Ďg�p������^�␠�����i�̐M�������������ɍv�����܂��B
�@�B�I�����]���@�������ՌW���@μ=0.130�@μ=0.145
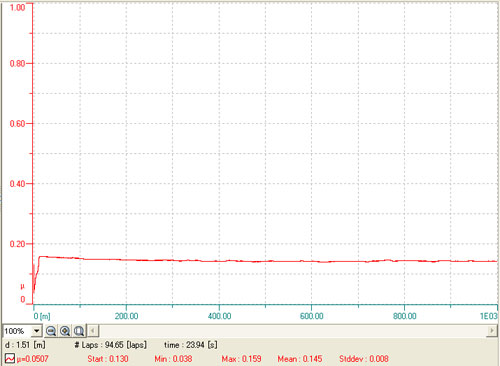
���ϋv��ICF���C�W���f�[�^
�{�[���I���f�B�X�N���C���Վ��������iCSM�Ё@�s�q�h�a�n�l�d�s�d�q�g�p�j
WC-Co+ICF���ϖ��Ձ@2μ���@�{�[���ގ��F���d�����@φ6mm
�d�F20N�@�@�����x�F100mm/sec
�@�ړ������F1000m
�f�B�X�N���Ս�
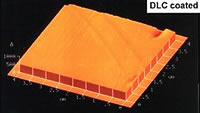
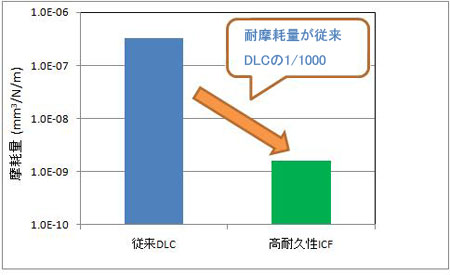
  �]��DLC��������ɍ��ϋv �]��DLC��������ɍ��ϋv
�]��DLC�Ɣ��1/100�ɂȂ�ADLC�����������ϋv��������

�������`���^�i�ʈ��̍������^���^�j
���ʈ��M�A(�������C�W�����Ⴂ)
���p��
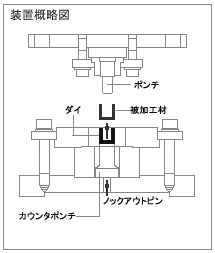
�}�O�l�b�g�������`�p���`(SKD11)
�ړI
���̕t���h�~�A�p���`���ʕ��̕ی�
�g�p����
�������@�㉺�v���X
����
DLC-Hard 10,000���ā@ICF���ϖ���
300,000����
30�{��������
���̑��Ȃ����H�p�A�i����H�p���^���i�Ȃǂł̎��т����킲�����܂��B
�����̂c�k�b�Ŕ����ꓙ�N���Ă��܂��Ă�����̏ꍇ�͂����k���������B

�R�[�g�T�C�Y
��200�~150mm
�d�x
1,000�`1,200HV�i�i�m�C���f���e�[�V�����j
���C�W��
0.13�`0.16�i�{�[���I���f�B�X�N�@�j

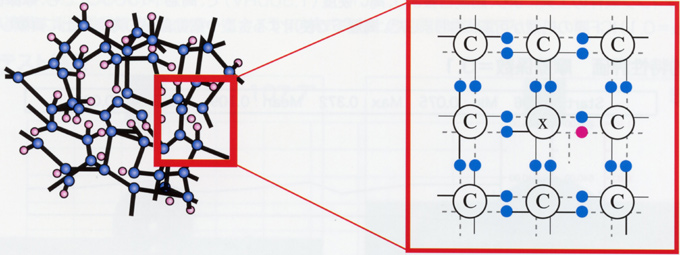
�h�[�s���O�Z�p�ƕ��p���X�o�C�A�X�C�I���������iPBIP�FPulse Biased Ion
Plating�j�@�ɂ��A�≏�������コ����ICF���J�����܂����B
DLC����i���������@�\��ICF�́A���d������≏���܂ŕ��L��������R���̐��䂪�\�ł��B
�Ód�C��E�d�ɕی얌�ɂ͓��d��ICF���L�p�A�ϐH���E�ᖀ�C�E���c�t���h�~�E���d�x�Ɠ��d���𗼗��B
 �@�@�@�@�@  �@�@�@�@�@  �@
�≏��ICF �I�[�o�[�����W�@�@�@�@�@�W��DLC 7.62MΩ�@�@�@�@�@�@�@�@�@�@�@���d��ICF 120.4Ω
���p���X�o�C�A�X�C�I���������@�ɂ��d���y�ѐ≏���̐���
PBIP�@�͊e��ޗ��Ȃǂւ̐������\�ɂ��A���̍\���𐧌䂷�邱�Ƃōd����7�`22GPa�Ƒ傫�Ȕ͈͂Ő���ł��邽�߂ɁA�p�r���ނɑΉ����đI�����邱�Ƃ��ł��܂��B����ɂ�荂���������Ɛ≏���𗼗��ł��܂��B
���������ƍd���̌���
�p���X�o�C�A�X�����ɂ��d������
�R���i�T�[�t�i�t�����XHEF�А��j���g�p���R���i���d�ɂ��ѓd�����������̓d�וێ�����
�ѓd���]���i�d�וێ��́j
�ێ����Ԃ������\�ʓd�ׂ������قǐ≏���������Ɣ��f�ł��A�O���t�ł͐≏��ICF���]����DLC�Ɣ�r���č����ѓd���i�d�וێ��́j�����邱�Ƃ��킩��܂��B
�܂��A���̕ێ����Ԃ������ێ�����Ă��܂��B
�d�ɕی얌
�ϖ��Ր��̐≏���ی얌
�ѓd�p�d��
�d�x
800�`2,000HV�i�i�m�C���f���e�[�V�����j
���C�W��
0.1�`0.25�i�{�[���I���f�B�X�N�@�j
����L�̒l�́ASi�E�G�n��ɂ���������f�[�^�ł��B
�@ �R�[�e�B���O�i�̌`��E�ގ��E���ԑw�̗L���ȂǂŎ�̕ϓ�������܂��B
|
|
|
 |
|
 |
|
�V���ȃh�[�s���O�Z�p�ɂ��]���≏���ł������c�k�b�R�[�e�B���O�ɓ��d����t�^�������d���h�b�e���J�����܂����B
���]���ł͕s�\�ł��������d�x�Ɠ��d���̗����ɐ������܂����B
�ϖ��Ր��Ƒѓd�h�~�𗼗������R�[�e�B���O�i�Ód�C��j
���d��ICF�́A�ѓd�h�~��K�v�Ƃ���e�핔�i��ϖ��Ր��܂��͑ϐH�����K�v�Ȋe��d�ɂ։��p���邱�Ƃ��ł��܂��B�]���̑ѓd�h�~�R�[�e�B���O�̑�ւƂ��ăR�X�g�팸�ȂǂɂȂ��邱�ƂȂǂ��瓱�d��ICF�͑ѓd�h�~�Ƃ��Ă̋@�\�����ڂ���Ă��܂��B

��L�̒l�́A�Ήp�K���X��ɂ���������l�f�[�^�ł��B�R�[�e�B���O�i�̌`��E�ގ����Ŏd�l�͎�ύX�ƂȂ�܂��B
�܂��A��L���i�͓����\���ςݕi�ł��B

�r���E�G�n�A���d�����E�r�j�g�E�r�j�c�E�r�t�i�Q�E�r�t�r�A�K���X�Ȃǂ̊�ނɂ�蒆�ԑw�̐������K�v

���T�C�Y�v���k�i��x���₢���킹�������j
�e��d�ɕ��i�ւ̕ی얌
�d�q���o�ޗ�
�ѓd�h�~�p�ی얌
�v���[�u�ی얌
�p�l�s��
�d�ɂ̑ϕ��H���ی얌
�d�ɂ̔��c�t���h�~��
�d�r
�o�b�e���[
|
|
|
|
|
|
| �@ |
|
 |
|
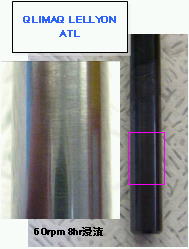
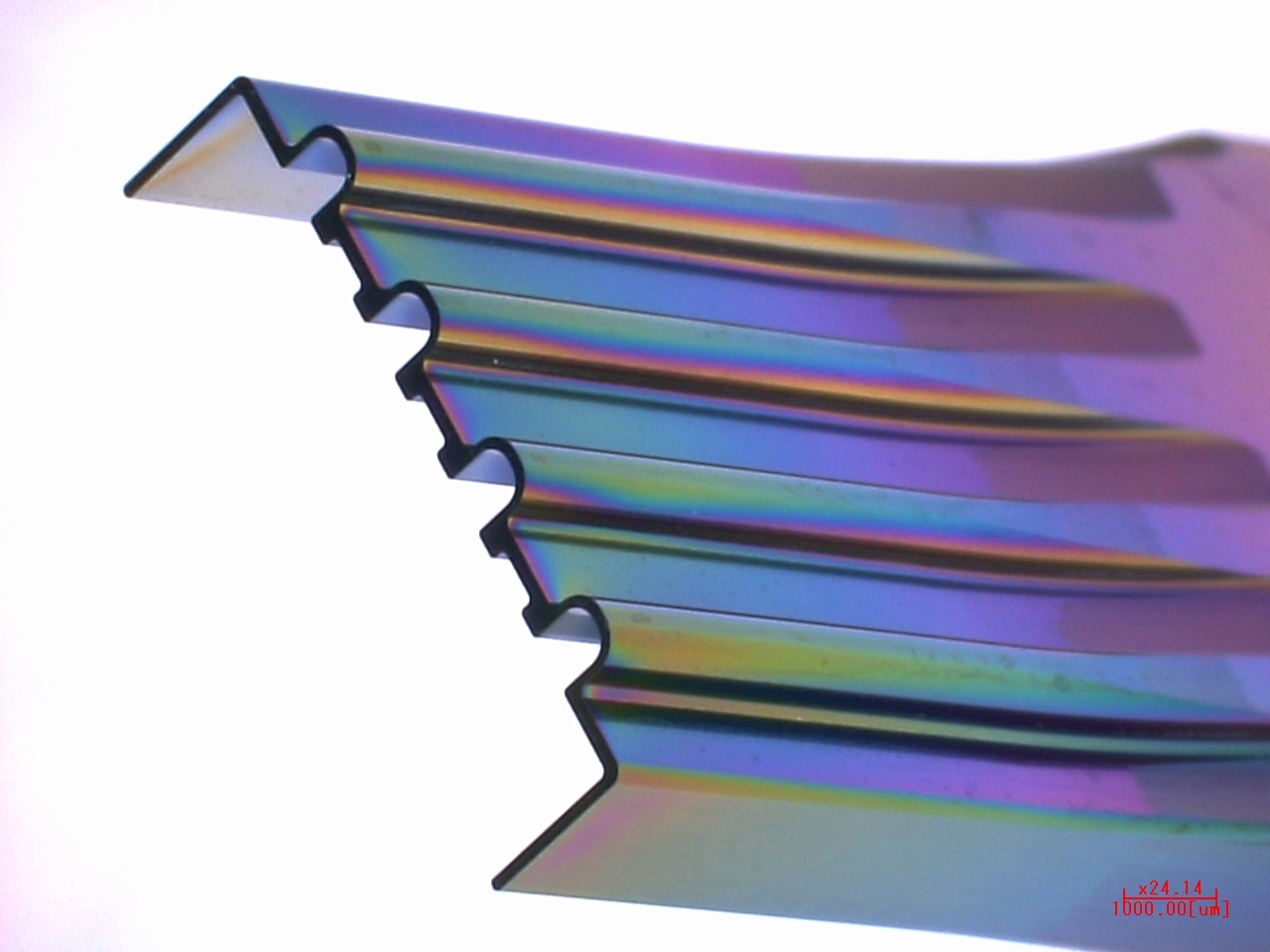
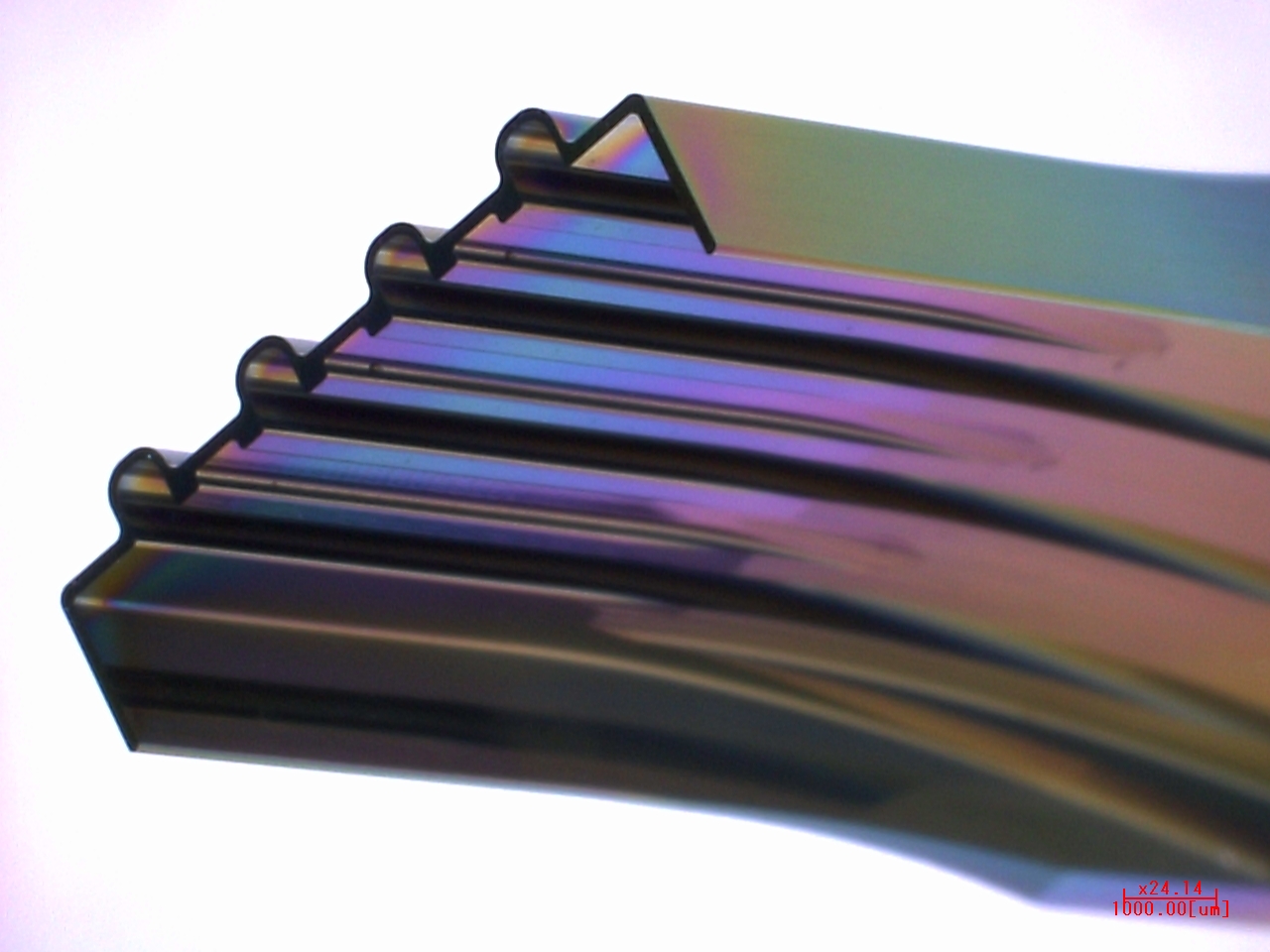
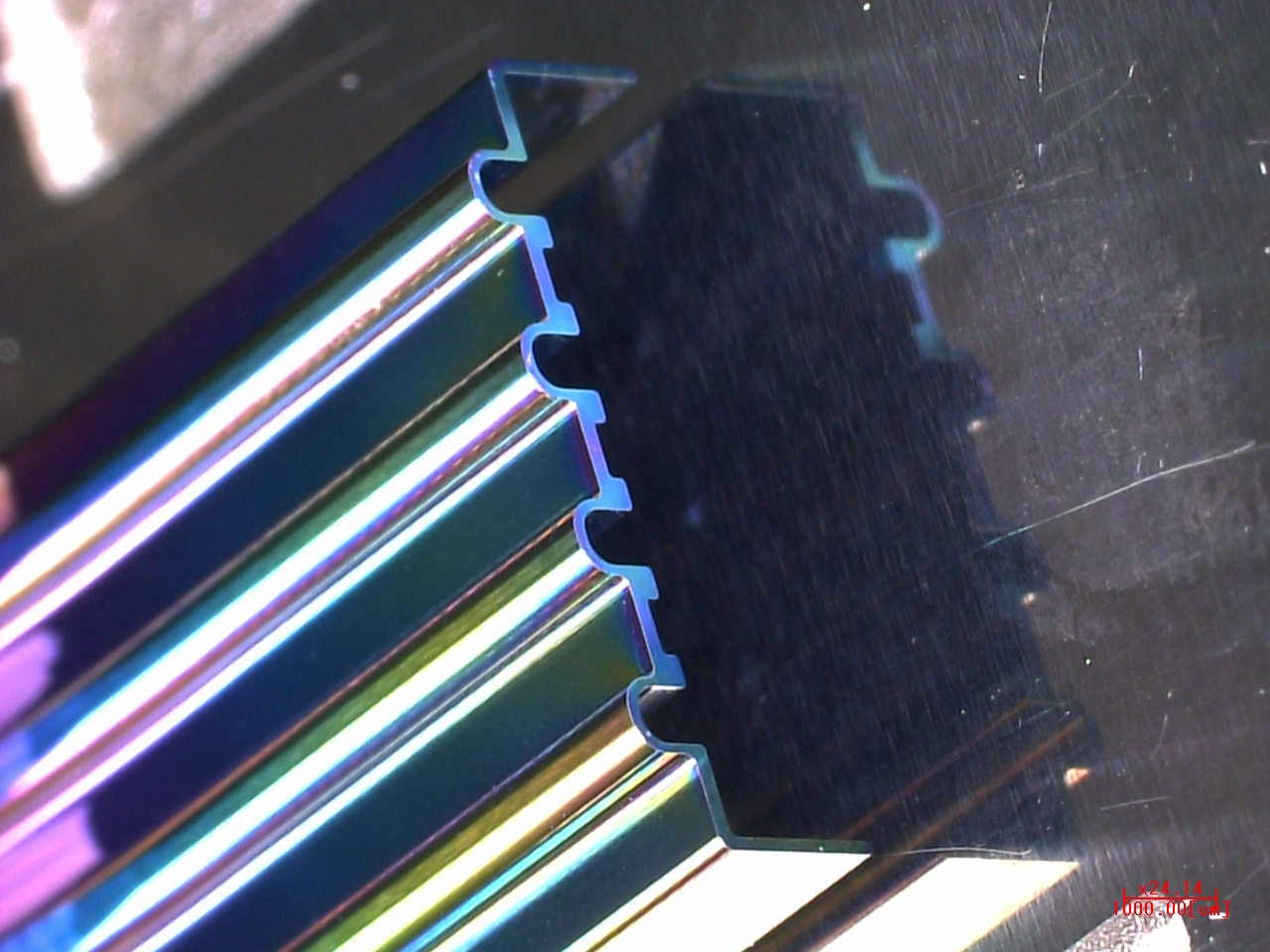
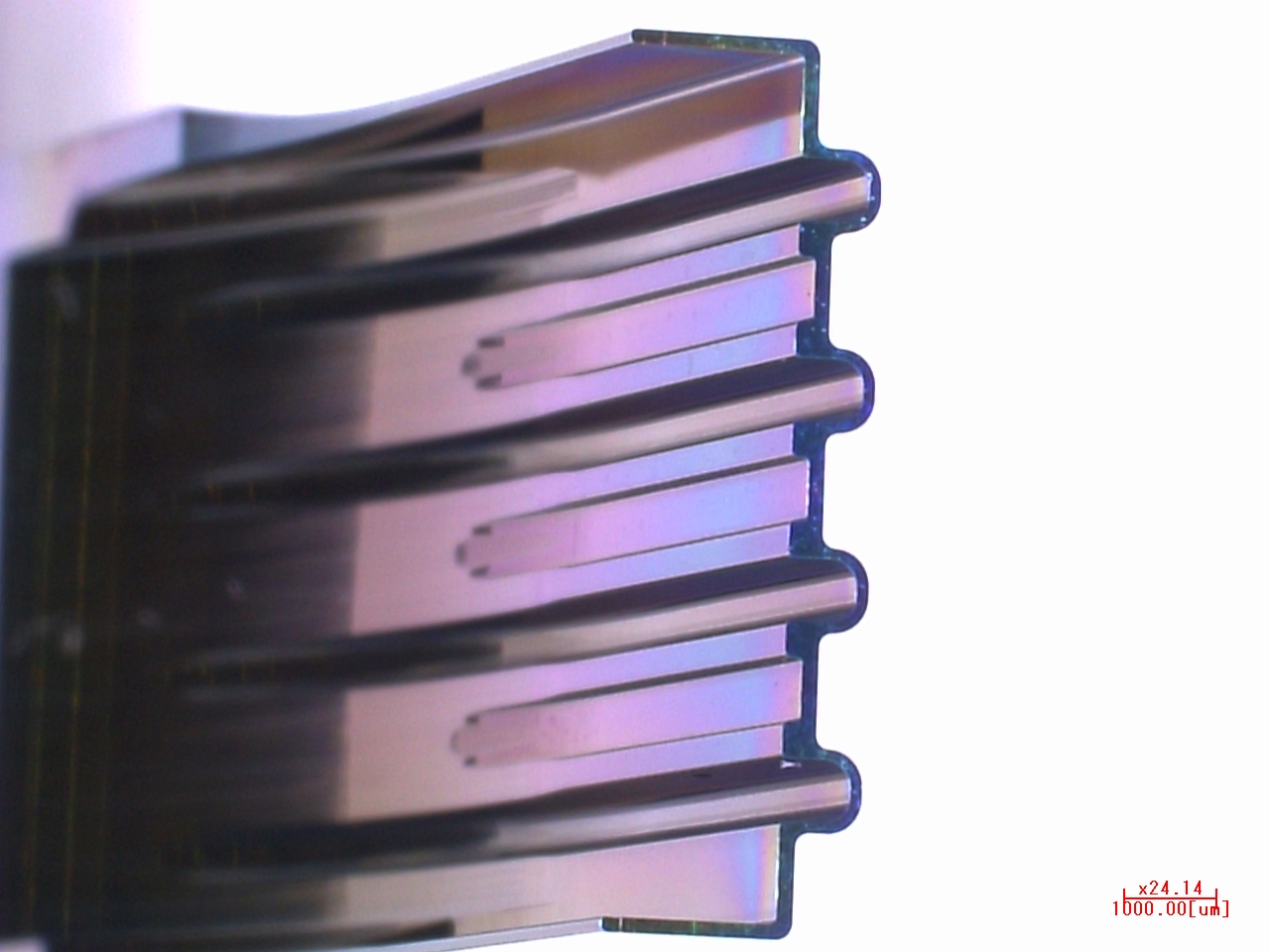
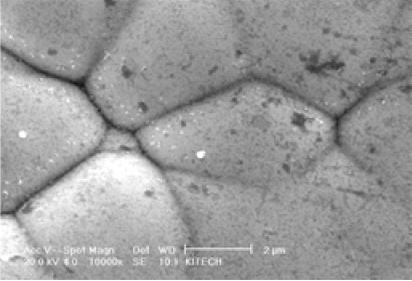
�R�[�e�B���O�����̍H�v�ɂ��A�c�k�b�햌�ɐ���e���t�b�f�����̂悤�ȝ��������������܂����B
���d�����Ɠ����ȍd�x�i�g�u�P�C�O�O�O�j�ŁA���C�W�����Ⴂ�i�ʁ��O�D�O�S�`�O�D�P�V�j�c�k�b�햌�̏����ł��B
�ʏ�̂c�k�b�����i��荕�F�ł���ׂɌ����˖h�~�p�r�Ƃ��Ă����g�p���������܂��B�i�ϖ���+����+���F�햌�j
���^�����h���A���Y���̌���Ɋ�^���܂��B
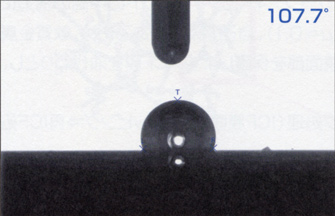
���������ɑ��Ă̏Ռ��Ɏォ�����c�k�b�̖ʈ������̓��ʎd�l���������܂��B
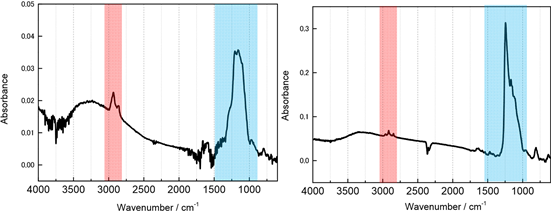
�����e�X�g�F���d��ށ{�t�b�fDLC�i����1�ʂ��j�@�@�@107.7°�i�`�����s�I���f�[�^�j
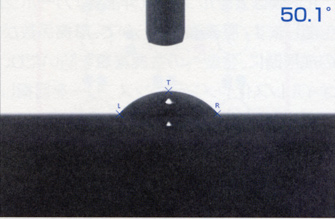
�@�@�@�@�@�@�@���d��ނ̂݁@�@�@�@�@�@�@�@�@�@�@�@�@�@�@ �@50.1°
�����e�X�g����
�����d�����{ICF�����R�[�g1�
�i�`�����s�I���f�[�^�j |
�����d���� |
���d����
���d�����E�r�j�g�E�r�j�c�E�r�t�i�Q�E�r�t�r�E�Z���~�b�N�E�A���~
�ӂR�O�O�~�Q�O�O����

�W���P�`�Q�ʂ��@���O�D�P�ʂ��̒��������Ή��\
���^�ւ̉���t���h�~�i�������j
���i�ւ̌����ˁi�����ˁj�h�~�i���F�햌�j�F�ϖ��Ր�+�����˖h�~����
�����������^�i�t�F���C�g�A���d�Aetc�j�F�ʈ�����A�ʏ�DLC�̐��{�A�b�v
�]���̂c�k�b�Ŕ������N���Ă����悤�ȏ�Ԃł���Έ�x���������������B
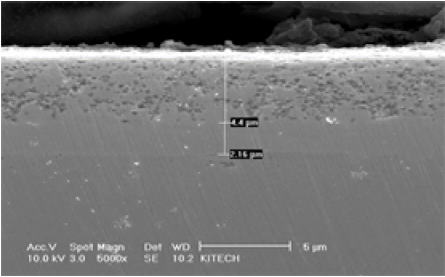
�y�O�ώʐ^�z
�@
|
|
|
|
|
|
| �@ |
|
 |
|
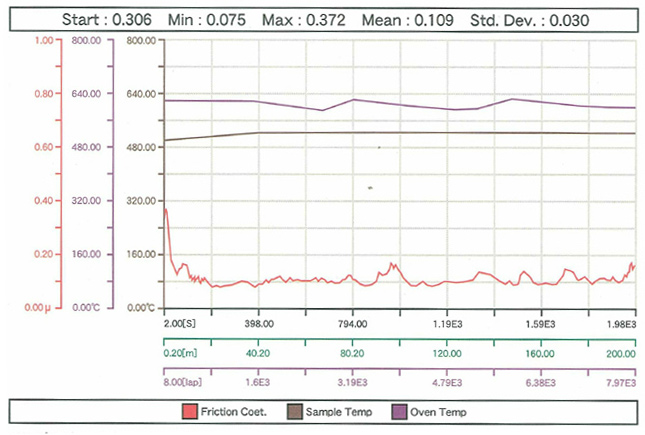
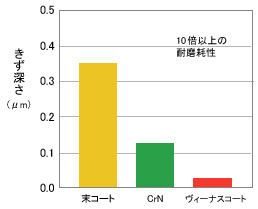
�]���c�k�b���͂R�T�O���ߕӂ��A�O���t�@�C�g����������������_�f�̉e���ŗ��A
�����͕s�ǂ�d�x�̒ቺ���N�����Ă��܂��܂����B
�R�[�e�B���O�����̍H�v�ɂ��A���d������荂���d�x�ō������i�T�O�O���j�ł����C�W���̒Ⴂ
�c�k�b���̏������\�ɂȂ�܂����B
�������Ŏg�p������^�␠�����i�̎�������ɍv�����܂��B

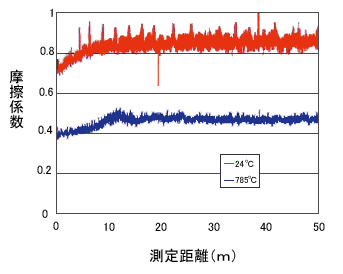
�^�ɂ����ē���ȃC�I�����ɂ��A�Y�����f�K�X���v���Y�}���ŃC�I�������A�ϔM���̍����c�k�b���������܂��B
�@�B�I�����]���@���C�W����0.1
500���{�[���I���f�B�X�N���C���Վ�������
�iCSM�Ё@TRIBOMETER�g�p�j
WC�|CO�{ICF�ϔM�@5μ�� �{�[���ގ��F�K���X�@φ6.25mm
�d�F�TN�@�@�T���x�F100mm/sec �ړ������F200�� |
|
| �@ |
|
|
|
|
|
|
|
|
| �@ |
|
 |
|

�ቷ�����ň��肵��������
�@250���ȉ��̒ቷ�������\�Ȃ��߁A�r�b�l�Z�Y�|��r�j�r�A�r�t�i���ɂ��A��ލd�x�ቺ���Œ���ɗ}���ď����\�ł��B
�@���������肵�ėD�ꂽ�����͂��܂��B
�����x�R�[�e�B���O���\
�@�����̃v���Z�X�Ŏ��т̂���X�p�b�^�����O�Z�p���x�[�X�Ƃ��āA��^�^�[�Q�b�g���g�p���Ă��邽��
�@�������x�A�Č������D��Ă��܂��B
�@�����̌������������i�E�������^�ɂ��K�p�\�B
�h���b�v���b�g���Ȃ��\�ʂ�����
�@�A�[�N�h�o�̂悤�ȃh���b�v���b�g���Ȃ����߁A�\�ʑe���̏������ψ�ȕ����\�ʂ������܂��B
�@���̂��߁A�������i�E�������^�ő���ނւ̍U�������Ⴍ�A�ǍD�ȃg���C�{���W�[�������܂��B
���[�h�t���[�����^�E�E�E�͂߂������ꂽ�����̃��[�h�t���[���̋Ȃ����H�ɂ����āA�c�k�b���ꂽ���d
�@�������^�́A�N���[�j���O�T�C�N�����S�{�ȏ㒷���Ȃ�A�Ò������e�Ղɏ����\�Ȃ��߃N���[�j���O���Ԃ��啝�ɒZ�k�B
�@�A���~�̃n�C�X�p���`�̑ł������ł́A�������ʂ̋Ò����Ȃ����߂����肪�����������i���̌����H���������ʼn\�B
�S�����^���^�E�E�E�G���X�g�}�[���`�ɂ����āA�A�u���V�u���Ղ���ˏo���̖��Ղ�h���A�������^�i�̐��x���ێ��B
�@�n�����O���`��I�C���V�[�����`���^�ւ̏����̌��ʂƂ��Ď��̗��_���������܂��B
�@���^�����i�ϖ��Ր��E�ϐH���j�̌���E�E�E�N�������b�L�̂R�`�T�{
�@���`�S�������t�������Ȃ����߁A�N���[�j���O�p�x���ጸ�E�E�E�^����̌����E���Y�����̌���j
�@���`�i�`�x�̌���A�M��������
�v���X�`�b�N���^���^�E�E�E�o�d�s�����ɂ́A�c�k�b��h���b�v���b�g�̂Ȃ��s���m�����ʂ�����܂��B
�@�o�d�s�����̃s�A�X�p���`�ł́A�c�k�b�ɂ��ł������o�����ጸ���A�����p�x���啝�ɉ�������܂��B
�@�R�l�N�^���i�Ȃǂ̃K���X�@�ۓ���o�o�r�������`�ɂ́A�ϐH���E�ϖ��Ր��E���^���ɗD�ꂽ�������ʔ������܂��B
�@�ˏo���`�@�X�N�����[�w�b�h���i�Ȃǂɂ����ʂ������܂��B
|
|
|
|
|
| �@ |
|
 |
|
  |
|
�����H������H���e�A�X�ɉ��H�ގ��ɂ��l�X�ȃJ�i�b�N����������܂��B
���[�U�[�l�̂���]�ɉ������J�i�b�N����������Ă����Ē����܂��B
 �J�i�b�N�����E�j���[�J�i�b�N�����E�T�[�t�����E�J�i�b�N�n�w����
�J�i�b�N�����E�j���[�J�i�b�N�����E�T�[�t�����E�J�i�b�N�n�w����
�J�i�b�N�g�n�w�����E�J�i�b�N�v���X�����E�J�i�b�N�o�u�c�����E�X�[�p�[�T�[�t����
|
|
|
|
| �@ |
|
| �y�e��|�ނƃj���[�J�i�b�N������̕\�ʍd���z
|
|
|
�v���n�[�h���|
|
|
�ޗ���
|
�|��敪
|
�\�ʉ��P
|
|
�i���[�J�[���j
|
�i�i�h�r�j
|
�j���[�J�i�b�N������̍d��
|
|
�@NAK80 (�哯�j
|
�@�͏o�d���n |
�@600�`800Hv |
| �@�g�o�l50�@�i�����j |
�@�͏o�d���n |
�@600�`800Hv |
| �@�j�`�o88�@�i���{�����g�j |
�@�͏o�d���n |
�@600�`800Hv |
| �@�c�g2�e�@�i�哯�j |
�@SKD61�n |
�@800�`1100Hv |
| �@FDAC�@�i�����j |
�@SKD61�n |
�@800�`1100Hv |
| �@IMPAX�@�iASSAB) |
�@SCM�n |
�@600�`800Hv |
| �@PDS5�@�i�哯�j |
�@SCM�n |
�@600�`800Hv |
| �@PX5�@�i�哯�j |
�@SCM�n |
�@600�`800Hv |
| �@YAG�@�i�����j |
�@���͍| |
�@1000�`1200Hv |
| �@MAS1�@�i�哯�j |
�@���͍| |
�@1000�`1200Hv |
|
| �@ |
| �@ |
|
�ē��|
|
|
�ޗ���
|
�|��敪
|
�\�ʉ��P
|
|
�i���[�J�[���j
|
�i�i�h�r�j
|
�j���[�J�i�b�N������̍d��
|
|
�@STAVAX�@�iASSAB) |
�@SUS420J2���� |
�@1200�`1400Hv |
| �@HPM38�@�i�����j |
�@SUS420J2���� |
�@1200�`1400Hv |
| �@S-STAR�@�i�哯�j |
�@SUS420J2���� |
�@1200�`1400Hv |
| �@ELMAX�@�iASSAB�j |
�@SUS44C�n |
�@900�`1400Hv |
�@DHA1�@�i�哯�j
�@DH21,33�@ |
�@SKD61�n |
�@900�`1200Hv |
�@DAC10�@�i�����j
�@DAC45,55 |
�@SKD61�n |
�@900�`1200Hv |
|
�@KDAMAX (���{�����g�j
|
�@SKD61�n |
�@900�`1200Hv |
| �@ORVER�@�iASSAB) |
�@SKD61�n |
�@900�`1200Hv |
|
| �@ |
| �@ |
|
|
| �@ |
|
�@�]���̃R�[�e�B���O�̏ꍇ�A�K���������ߐ��@���{���~�N�����������Ă��܂��܂��B
�@ �J�i�b�N�����͐Z�������̂��ߐ��@�ω������ׂł��B
�@
�@�Ƃɂ�����S�n�ɋ����ł��B���ł����c�E�A���~�E�����Ȃǂɂ͖��G�̌��ʂ����҂ł��܂��B
�@�r�t�r��r�j�c�̕\�ʍd�x�d�������݂ɏグ�܂��̂ŁA���^���i�̑ϖ��Ր��◣�^�������コ���܂��B
�@�A���~�Ȃǂ̔�S�n�̗n�����h���܂��̂ŋ��^�̎������i�i�Ɍ��シ�邱�Ƃ��\�ł��B
�@�K�X�����Ȃ̂ō��̒��ł������\�ł��B
�E���w�i�����S�j����������Ȃ��B
�E���G�Ȍ`��A�[���̒����ψ�ɏ����ł���B
�E�X�e�����X�̍d�������ɓK���Ă���B
�E�g�U�w�̐[�����R���g���[���ł���B
�E�����ɂ��ό`���ɂ߂ď��Ȃ��B
�E������̔��r�ꂪ�ɏ��ł���B
�E�X�e�����X���i�E�_�C�J�X�g���^�E�v���X�`�b�N���^�E���̕��i�E�@�B�������i�E������…
�����̑��̎戵��������
�@�@�K�X����E�X���X���t�E�^�t�g���C�h�E�v���Y�}�����E�L�����R�[�g�i�����{�o�u�c�j
|
|

�����g�ē���́C�S�|�ޗ��ő���ꂽ���i�̕K�v�����݂̂��u���̉��M�Ƌ}��ɂ��ē���d��������M�����ł��B
�����g�ē���ł́C�����g���U�@�̎��g������M�R�C���̌`���I�����邱�Ƃ�
��^���@�B���琸���@�B�ɂ�����܂ł̗l�X�ȕ��i��\�ʍd�����邱�Ƃɂ��C
���i�̑ϖ��Ր����J���x�Ȃǂ̋@�B�I���x�̌��オ�e�Ղɓ����܂��B
�����ԁE���@�B�E�H��@�B�ȂǗl�X�ȕ���ł��q�l�̂���]�ɑΉ������Ē����Ă���܂��B |
�u�����v
�E�Z���Ԃŕ\�ʏē��ꂪ�ł��܂��B
�E�ē���[�x�̒��߂��ł��܂��B
�E�Ǖ����M���ł��܂��B
�E�ψ�ŗǎ��ȏē��ꂪ�ł��܂��B
�E�ē���o��������ߖ�ł��܂��B
�E�@�B���i�̍ޗ��Ƃ��āA�����ȍ����|����
�����ȒY�f�|�ɕς��邱�Ƃ��ł��܂��B
|
��v�ݔ�
| �@�d�����d�@�������g���U�@ |
�@1��
|
| �@�T�C���X�^�[�C���o�[ �^�[�������g���U�@ |
�@6��
|
| �@�^��ǎ������g���U�@ |
28��
|
| �@�����g�ē���@ |
85��
|
| �@�d�C�F |
11��
|
| �@���C�T���@ |
�@6��
|
| �@�c�����v���X |
�@6��
|
| �@���b�N�E�F���d�������@ |
13��
|
| �@�r�b�J�[�X�d�������@ |
�@6��
|
| �@�}�C�N���r�b�J�[�X�d�������@ |
�@5��
|
| �@���������� |
�@7��
|
|
|
|
|
|
|
| �@ |
|
 |
|
|
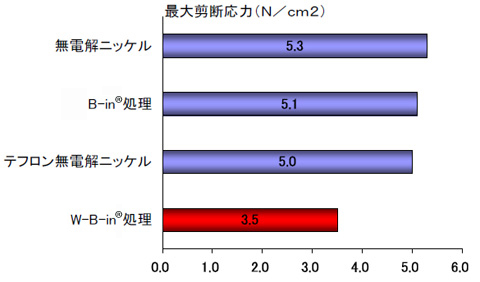
�����ő勉�̑�^DLC�R�[�e�B���O���H
�������^�����^�i�E3.5���̒��ڕi�܂ŃR�[�e�B���O���\�A�����x�����k��������

���{��F����p���[���ւ̃R�[�e�B���O
�@�@�����Y���^�E�������^���^�E�����@�̐������E�E�E�B�≏�ɂ����ʂ���܂��B
�@�@�c�k�b�R�[�e�B���O�͌��ݑ����̗p�r�Ɏg�p����Č��ʂ������Ă��܂����A
�@�@���d�x�A�ቷ�����̂��ߍ��d���ɂ����閧���͂ɕs��������܂����B
�@�@�c�k�b�|���������͂��̖����������ׂ��A�햌�̍d�x�����e�͈͂܂ʼn����邱�Ƃɂ��
�@�@�햌�̖����͂�啝�Ɍ��コ�������̂ł��B
�@�@���̔햌�͉��Ă𒆐S�ɍL����������A�����ԕ��i�A�R�����˃|���v���i�Ȃ�
�@�@���d�̂����鐠�����A�]�����ւ̓K�p���Ȃ���Ă���܂��B
�A���~�̗n���E���c���b�L�̕t���Ȃǔ�S�ɂ��g���u����ɂ��I�I
���ЂɂĈ�Ԃc�k�b�̑��k�ő����̂����b�L�������o���Ȃ����@�͖������H�Ƃ������k�ł��B
���d���i���g�p���Ă����Ɨl���w�ǂł����A���d��ނ̖ʑe�x�����ł��B���ʂɂ����
����قǂc�k�b�̖����͂������̂Ɠ����ɕ��������o�܂��̂Ń��b�L�w�������邱�ƂȂ����H���\�ɂȂ�܂��B
���Ђł͋��^���H�`�\�ʏ����i�\�ʉ����j�܂ň�т����������s���Ă܂��̂Ő����x�����Ă݂ĉ������B
|
|
|
| �@ |
|
| ���@�c�k�b-��������(���^���c�k�b�j/�t�|�c�k�b�R�[�e�B���O��r�\ |
|
|
DLC-soft
|
�A���_�[�R�[�gDLC
|
| �햌�d�x�@�iHV) |
1000�`1200 |
3000�`5000 |
| ���C�W���@�iμ�j |
��0.1 |
��0.1 |
| �W������ |
3�ʂ� |
1�ʂ� |
| �������x |
��200�� |
��200�� |
| �����́@�iN)�@��1 |
100�`120 |
20�`60 |
| ���������́@�iGPa/μm) |
0.1�`1.5 |
5 |
|
DLC�����ƈ�ʓI��TiN�Ȃǂł͓����ʂɏ������Ă�����قǖʏ�Ԃ��Ⴂ�܂��B |
|
 |
�@ |
|
| SUS304�{DLC�i����1μm,���ϕ\�ʑe��7A�j |
�@ |
SUS304�{TIN�i����2μm,���ϕ\�ʑe���P�P�OA�j |
|
|
�K���X�����Y���^�pDLC����
 �������^�̕���ōL�����p����Ă���܂�DLC���́A�f�W�^���J�����A�Ď��J�����A�g�ѓd�b�J�����Ȃǂ̃����Y�����Ŏg�p�����K���X�����Y���^�p�̐��^���^�ɂ����Ă��A���̗��^���E�\�ʐ��x�E��R�X�g�E���T�C�N�������̓����āA�����]������Ă���܂��B �������^�̕���ōL�����p����Ă���܂�DLC���́A�f�W�^���J�����A�Ď��J�����A�g�ѓd�b�J�����Ȃǂ̃����Y�����Ŏg�p�����K���X�����Y���^�p�̐��^���^�ɂ����Ă��A���̗��^���E�\�ʐ��x�E��R�X�g�E���T�C�N�������̓����āA�����]������Ă���܂��B
���Ђł́A����܂ł̑��u�����Ǝ�������̕���ɂ����Ēz���グ�������Z�p�ƌo�������A�����Y���^�ւ̗��^���Ƃ���DLC�����́u����v����u�ʎY�v�܂ŕ��L����������T�[�r�X����܂��B
�yDLC�����d�l�z
����F�P�wDLC�A���ԑw�{DLC�A�ϔMDLC�@
���\�ʑe�x�FRa�@��5nm�ȉ��i���ԑw�{DLC�����j
���d�x�FHV1,300�`2,200
���^�ϔM���x�F�`600���i��ʃK���X�j�A600���`750���i���Z�_�K���X�j
���^�ޗ��FWC�ASiC
|
|
|
|
|
|
| �@ |
|
| �@�@�@�X���b�N�R�[�gH�i����DLC�j�E�X���b�N�R�[�gS�i��μ�j�E�X���b�N�R�[�g�e�i�ϔM�A�����A�����j |
|
 |
�@ |
���X���b�N�R�[�g�i�r�^�g�j�@
���d�x�E�d�C�≏���E�ԊO�����ߐ��Ȃǂ����J�[�{������
�X���b�N�R�[�g�|�r�i�V�c�k�b�j�@�S�̃|�C���g
�o���������@�ᖀ�C�W���i�O�D�O�T�ȉ��j�ł��
�@�@�@�@�@�@�������ɗD�ꂽ���ł��B
�o���������A��d�x�i�P�C�O�O�O�`�Q�C�O�O�O�g���j��
�@�@�@�@�@�@�x���ɗD�ꖧ���͂̍������ł��B
�o���������B�Ⴂ�������͂̂��ߌ�������
�@�@�@�@�@�@�i�l�`�w�R�D�O�ʂ��j���\�ł��B
�o���������C�����i�����j���x�͂Q�O�O���ȉ��ł��B |
|
�X���b�N�R�[�g�̓���
|
|
����
|
�F��
|
����
|
�d�x�iHV)
|
���C�W����1
|
�ϐH��
|
�ώ_����
|
�ϖ��Ր�
|
�Ϗĕt��
|
|
TIN
|
���F
|
1.0�`4.0
|
2.000�`2.500
|
0.50�`0.55
|
��
|
��
|
��
|
��
|
|
CrN
|
�┒�F
|
1.0�`10.0
|
2.000�`2.200
|
0.40�`0.45
|
��
|
��
|
��
|
��
|
|
TiCN
|
�Ԓ��F�`�D�F
|
1.0�`4.0
|
3.000�`3.500
|
0.45�`0.50
|
��
|
��
|
��
|
��
|
|
�X���b�N�R�[�g�[S
�i�VDLC�j
|
���F
|
1.0�`3.0
|
1.000�`2.000
|
��0.05
|
��
|
��
|
��
|
��
|
|
�X���b�N�R�[�g�[H
�i��DLC�j
|
���F
|
0.5�`1.5
|
2.500�`4.500
|
��0.10
|
��
|
��
|
��
|
��
|
|
| *1)�@�{�[���I���f�B�X�N�����F�A���~�i���i�������j |
| �@ |
| �@ |
| ���H����ɂ�蕪�ނ����X���b�N�R�[�g�̉��p���� |
|
���
|
����
|
����ށi���j
|
���p���i�i���j
|
���d����
�H��|
���^�|
�X�e�����X�|
�A���~�j�E�� |
�ϖ���
�ϗn����
���^��
�ᖀ�C�W�� |
�A���~�j�E��
�A���~�j�E������ |
�o�j�V���O���[�}�A�C���T�[�g�s���A�h����
���ʋ��^ |
������i���c�A��j
���c���b�L�A�����b�L�� |
�q�[�g�R�}�A�d�q�ޗ����^�A���[�}�A�h�������؍�H�� |
| �Z���~�b�N������ |
�t�F���C�g�^�A�d�q���i���^�A���[�}�A�h�������؍�H��
|
| �G�|�L�V���� |
�h�����AIC�p�b�P�[�W���^ |
�O���t�@�C�g�A�`�^��
�j�b�P������ |
���^���\�[�A�G���h�~���A�h�������؍�H�� |
�ϖ���
�ϗn���� |
�� |
�������i |
| �A���~�j�E�� |
�ł������|���`�A�X���b�^�[�A�ْf�n�A���ʋ��^���� |
| �ᖀ�C�W�� |
�A���~�j�E�� |
�������i |
|
| �@ |
| �@ |
�c�k�b�R�[�g�́A�������x���o�u�c�ɔ�גႢ�ׂɔ�r�I�����\�ȍގ�͑����ł��B
�Z���~�b�N�ނɂ������\�ł����A�������݂̍ޗ��ւ������ł���\���������ł��B
�c�k�b�R�[�g�Ƃ������O�͒m��n���Ă���܂����A�c�k�b�R�[�g�ɂ��l�X�ȕ��ނ�����܂��̂�
�C�y�ɂ����k�������B
| �X���b�N�R�[�g-F |
DLC�iDiamond Like
Carbon�j�Ƃ́A�v���Y�}�𗘗p�����C�������@�ɂ�荇�������J�[�{���n�����̑��̂ł��BDLC���̍\���͒ʏ퐅�f����ܗL���������Ȕ��i�A�����t�@�X�j�\���Ń_�C�������h������O���t�@�C�g�����Ȃǂ������̂ƌ����Ă��܂��B
DLC�͍쐻���@�ɂ���ē������قȂ�܂��B�����̐��f�̗L���ɂ���āA���̍d������і����͂��قȂ�܂��B�g�p��������ɂ���Ė����I������K�v������܂��B�����k���������B
�X���b�N�R�[�g�̏����i�����j���x��200���ȉ��ł��B |
 |
|
| |
| �X���b�N�R�[�g-F��3�̃|�C���g |
 |
�]���̃X���b�N�R�[�g��荂���ϔM�� |
 |
���d�x�i1500�`2500HV�j�Ŗ������ɗD��Ă��܂��B |
 |
��C�������������ɂ����Ēᖀ�C�W���������܂��B����ւ̒�U�����B |
|
|
|
| �K�p���� |
| �S���E�����E�K���X���^���^�E�E�E�]����DLC�ł͐��^���x�̖�肩��K�p������������i�ւ̓K�p������ |
| �������E�����E�����̐������i�E�E�E�ᖀ�C�W���ɂ�肱���̐������i�ւ̓K�p������ |
| �X���b�N�R�[�g�|�g�^�r�^�e |
| 3��ނ�DLC�̂����ǂ�����g�p�����x�X�g���́A���Ђւ����k���������B |
| �p�r��g�p���ɂ���Ďg���������ꂽ�������ǂ��������ʂ����҂ł��܂��B |
|
|
|
|
|
|
|
| �@ |
|
 |
|
 |
 |
�e�t�����ƃN�����̕����Z�p |
|
�e�t�����N�����R�[�g�Ƃ́H
�d���N�����̗��_��PTFE�i�|���e�g���t���I���G�`�����j�̗��_�����˔������疌�ł��B�����������ƑϐH���鎖���\�ł��B |
|
�ϖ��Ր� |
|
�N������PTFE�ɂ��A���܂łɂȂ��ǍD�ȑϖ��Ր��鎖���ł��܂��B |
|
|
�疌�ϐH�� |
|
�疌�̑ϐH�����ǍD�Ȍ��ʂ������A�L���X�����ɂă��C�e�B���O�i���o10���ێ�����ϐH���ƂȂ�܂��B
|
|
|
�p�@�r |
|
�������i�A���`���^�A�s�X�g�������O�Ȃǂŝ������A���ׂ萫�A���^����v�����鐻�i�ɍœK�B |
�������O���H�����C�y�ɂ����k���������B
�o�t�������H�E�u���X�g���H�E�i�V�W���H�E�k�`�o���H
�t�b�f�����R�[�e�B���O�E�j�_�b�N�X�A�j�t�O���b�v�A�^�t����
�j�_�b�N�X 
���j�_�b�N�X�̓A���o�b�N�e�N�m�i���j�̓o�^���W�ł��B
�d���Ċ��炩�ȕ\�ʁA�j�_�b�N�X�̗D�ꂽ�����������p���������B
�S�A�X�e�����X����ѓ������ɑ��ăj�b�P���疌���x�[�X�Ƃ��A�͏o�������j�b�P���疌��
�t�b�f�������ܐZ�����ĔM�������s�����\�ʏ����i�\�ʉ����j�ł��B
�j�_�b�N�X�͍��d�x�őϖ��Ր��A���萫�A������h�~�A��S�����ɗD��A�ɂ߂Ċ��炩��
�������d���\�ʂ������A�f�ނƂ̖����͂ɂ��D�ꂽ���@�\���������ł��B
�܂��A���܂�萫���ǂ����ߐ��@���x���v������镔�i�ɂ��Ή��\�ł��B
�d�q���i�W�ŃV���[�^�[�����萫��K�v�Ƃ���鎡�H��Ɍ��ʓI�ł��B
�j�t�O���b�v 
���j�t�O���b�v�̓A���o�b�N�e�N�m�i���j�̓o�^���W�ł��B
���^���ɕx�\�ʁA�j�t�O���b�v�̗D�ꂽ�����������p���������B
�S�A�X�e�����X����ѓ������ɑ��āA�j�b�P���ƃt�b�f������
���͂�������ɔM�������s�����\�ʏ����i�\�ʉ����j�ł��B
���̔疌�͗e�ϔ�łP�O������тR�O���̃t�b�f�������ψ�ɕ��z���Ă��邽�߁A
�t�b�f�����̐��\������������ɔ�S�����ɗD��Ă���A���^���E���萫�ɑ�
�Ă��[���Ȍ��ʂ������鍂�@�\�������ł��B
�܂��A���܂�萫���ǂ����ߐ��@���x���v������镔�i�ɂ��Ή��\�ł��B
���ɗ��^�����S�����E���萫���ŏd�v������Ă��镔�i�ɍœK�ł��B
�^�t���� 
���^�t�����̓A���o�b�N�e�N�m�i���j�̓o�^���W�ł��B
�A���~�j�E������уA���~�j�E�������̕\�ʏ������H�i�\�ʉ������H�j�ɍœK�ȏ���
�A���~�j�E������уA���~�j�E�������ɑ��čd���A���}�C�g���x�[�X�Ƃ��A���̑��E����
�疌�Ƀt�b�f�������ܐZ�����܂��B�^�t�����͑ϖ��Ր��E���萫�E�ϐH���E�ϊC�����E
���^���E�d�C�≏�����ɗD��A���Ɋ��炩�ōd���\�ʂ������A��ނƈ�̉�����
���@�\��������\�ʏ����i�\�ʉ����j�Z�p�ł��B�^�t�����́A�ψ�ł��܂�萫���ǂ��A
���@���x���v������镔�i�ɂ��Ή����\�ł��B���̂悤�ȗD�ꂽ���������^�t�����́A
���L������ɉ��p����A�����̐��i�E���i�Ɏg�p����Ă��܂��B
�A���~���g�p�������i�⎡��̑ϖ��Ր��Ȃǂ�ǂ��������ꍇ�ɍœK�ł��B
|
|
|
|
|
|
| �@ |
|
 |
|
 |
�@ |
�L�x�ȃR�[�e�B���O�햌�̑I���ɂ��A�e����^�E
���H��E�؍�H��Ȃǂ̎����������s���g�[�^���R�X�g��
�����������������܂��B�{�̉��H����R�[�e�B���O�܂ł�
��щ��H�ɂ��A�v���ȑΉ����\�ƂȂ�܂��B
1,000���߂����x�ł̂b�u�c�R�[�e�B���O����
500�����x�Ő����\�Ȃo�u�c�R�[�e�B���O�A
250���ȉ��ōގ�����Ȃ��ቷ�o�u�c�Ȃ�
�l�X�ȏ����������������܂��̂łǂ̂悤��
���e�ł����C�y�ɂ����k���������B |
�@�@�X���C�f�B���O�r�[�i�X�iDLC�őΉ��ł��Ȃ����������ւ̊��萫����햌�j
| �@�@S-VENUS�m�X���C�f�B���O���B�[�i�X�n�iDLC�őΉ��ł��Ȃ����������ւ̊��萫����햌�j |
|
 �V���i�̂��ē��@�X���C�f�B���O���B�[�i�X���܂łc�k�b�őΉ��ł��Ȃ����������̊��萫�����_�����햌�ł��B �V���i�̂��ē��@�X���C�f�B���O���B�[�i�X���܂łc�k�b�őΉ��ł��Ȃ����������̊��萫�����_�����햌�ł��B |
|
|
|
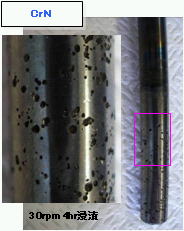
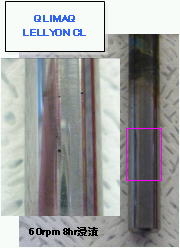
�A���~�_�C�J�X�g�s���̔���������
�A���~���^���^�̃J�W����
�l�X�Ȕ������C���̊��萫����
�������i�̔������C���̊��萫����
�ϔM����v��������ł̊��萫����
DLC�Ŕ�����Ȃǂ��N�����Ă��܂������ł̑�
�����܂Ŋ��萫����̖ړI�łc�k�b�����g�p�����Ă���Ŕ�����ϔM���̖��Ōp���I�ȃ��s�[�g�������炩���������̕��i�ւ̂c�k�b�ɑ���햌�Ƃ��Ă���Ă����Ē����Ă���܂��B
���C�W��
|
�A���~��
�iA5052�j |
PP���� |
| S-VENUS |
0.18 |
0.25 |
| DLC�R�[�g |
0.26 |
0.20 |
| SUS�R�O�S�i���ʁj |
0.55 |
0.40 |
|
|
�X���C�f�B���O���B�[�i�X
�e�퐻�i�̊��萫����ɁI
���B�[�i�X�R�[�g�@�R�̃|�C���g
�o���������P�@����\�ʌ`����ʂɂ��A���C�͒ጸ
�@�@�@�@�@�@�K���X�A��S�����A�����ނȂǂ̌Ō`���̊��萫����B
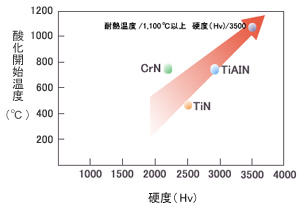
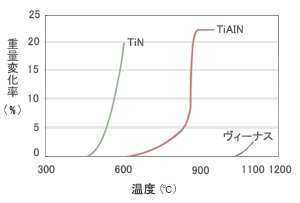
�o���������Q�@�g�u3000�`3500�̖��d�x�őϖ��Ր��ɗD�ꂽ�햌����
�@�@�@�@�@�@�]���̔�S���R�[�g��c�k�b�ȏ�̑ϋv���B
�o���������R�@�ώ_�����ɗD�ꂽ�햌�����B
�@�@�@�@�@�@�_���J�n���x1100���@�c�k�b�Ŏg���Ȃ��������ɑΉ�
| �@�\ |
|
|
S-VENUS
|
DLC
|
|
�_���J�n���x
|
1,100��
|
250��
|
|
�d�x
�iHv)
|
3,000�`3,500
|
2,500�`4,500
|
|
����
�iμm�j
|
2�`4
|
0.5�`1.5
|
|
�������x
|
400�`500��
|
250��
|
|
|
|
|
| �@�@�@���B�[�i�X�R�[�g�i�A���~�_�C�J�X�g�A�}�O�l�V�E�����^�E�������M�Ԓb���p���^�j |
�@�V���i���ē�
�A���~�_�C�J�X�g���^�E��ԉ��Ԓb�����^���i�ɓK�����햌�ł��B
 |
�@ |
���B�[�i�X�R�[�g�@
���ώ_���A���d�x�̈�ւ̖O���Ȃ����탔�B�[�i�X�R�[�g�́A
�P�C�P�O�O���ȏ�̑ϔM���Ƃg�u�R�C�T�O�O�̔햌�d�x��L���A
���^�̑ϋv�������I�Ɍ��コ�������I�Ȕ햌�ł��B
���B�[�i�X�R�[�g�@�R�̃|�C���g
�o���������P�@�P�C�P�O�O���ȏ�̑ϔM�A�ώ_���ɂ��
�@�@�@�@�@�@������ł̖���������B
�o���������Q�@�g�u�R�C�T�O�O�ȏ�̖��d�x�ɂ��A�ϖ��Ր���啝�Ɍ���B
�o���������R�@�ϔM�_�����A���d�x�����߂������^����֓K���\�B
|
|
|
�������ł̐������A�ϖ��Ր����ێ����������i��
�A���~�_�C�J�X�g�p���^�F�s���̗n���A�ĕt���A�J�W���A�ϖ���
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�L���r�̗n���A�ϖ���
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@���̑������ɂ��n���A�ĕt�����C�ɂȂ�ݔ���
�������M�Ԓb���p���^�F�ϖ��Ր��A�n����
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@���o�����^�̎����啝�ɃA�b�v
���n����ϖ��Ղł͂Ȃ��J�W���A�ĕt�����d������邨�q�l�͕ʂ̖��������Ă����Ē����܂��B |
|
| �@ |
|
 |
�@ |
|
|
���B�[�i�X
�R�[�g
|
CrN
|
TiAIN
|
TiN
|
|
�ϔM���x
�i���j
|
1100
|
700
|
700
|
500
|
|
�d�x
�iHv)
|
3500
|
2200
|
2800
|
2500
|
|
����
�iμm�j
|
2�`4
|
1�`10
|
1�`4
|
1�`4
|
|
�F��
|
���D�F
|
��D�F
|
�ԍ��F
|
���F
|
|
������ł̏���������햌�ɂ�闣�^����ᖀ�C
�ɂ����ʂ���x���������������B
|
|
|
| �@ |
|
 |
�@ |
| ���d���y�ђ��d�����낤�t�i |
| �����x�H��| |
�����n�C�X |
ASP23,30,60
HAP10,20,40,50,70�A72
DEX20,40,60,80 |
| �n���n�C�X |
SKH51�`57
|
�_�C�X�|
�ቹ�Ė߂��i�͍d�x
�ቺ�y�ѐ��@�ω��̋��ꂪ����܂��B |
��ԃ_�C�X�| |
SKD11(�����߂��j
DC53,KD11V,SLD8,�������i |
| �M�ԃ_�C�X�| |
SKD61 |
| ���̑� |
�v���n�[�h���|/�}���G�[�W���O�| |
���R�[�e�B���O�������x�i450���`500���j�ȉ��̏Ė߂�
���x�i���͋K����O�ꂽ�M�������i�́A�d�x�ቺ
�y�ѐ��@�ω��̌����ƂȂ�܂��̂ŁA�\�������ӂ��������B |
|
|
|
| �@ |
|
|
| �@
|
|
 |
�@ |
���i�b�N���W���C���g�v���X
[��������]
�P�U�O�� �i�b�N���W���C���g�v���X
�i�_�ސ쌧�Y�ƋZ�p�Z���^�[�j
�|���`�ގ��F�r�j�g51�{�e�\�ʏ����i�e�\�ʉ����j
����H�ށF�r�r400�i�|���f�����i�j |
|
|
| �@ |
|
 |
�@ |
���V���b�g�v���X��̏��̐[���̔�r
[�v���X��������]
���B�[�i�X�R�[�g�͖������ɑ��ĂP�O�{�ȏ�A�b���m������
���ĂR�{�ȏ�̑ϖ��Ր��������܂����B���ꂩ��̗p�r
�J���ɂ��ϔM�E�ώ_���E���d�x���K�v�Ƃ���铹�̕���
�ւ̉��p�����҂���܂��B |
|
|
| �@ |
|
|
�������i |
�@ |
 |
 |
| �b���m |
�@ |
 |
 |
| ���B�[�i�X�R�[�g |
�@ |
 |
 |
|
�@ |
���v���X�����]��
��Ԓb�����e100�V���b�g�s������Ƀ|���`�q����
��Ԃ��ώ@�A�e�\�ʏ����i�i�e�\�ʉ����i�j�̎g�p��̕\�ʏ��
���ώ@���܂����B |
|
|
|
|
|
|
|
|
| �@�@�@�v���C���R�[�g�s�i���d�x�E���ϔM�_���햌�j |
|
 |
�@ |
���v���C���R�[�g�|�s���d�x�E���ϔM�_���햌�@
����܂ł̏펯���͂邩�ɒ�����ϔM�햌�ł��B
�V�g���햌�ɂ��A����܂łɂȂ��u�ώ_�����v��
�u���d�x���v���������܂����B
���d�x�|�̍������H�E�h���C���H�ɂ��Δ��������\�����܂��B
�v���C���R�[�g�|�s�@�T�̃|�C���g
�o���������P����܂ŕs�\�ȗ̈悾�����g�q�b�U�O�ȏ��
�@�@�@�@�@�����؍�������B
�o���������Q���d�x�ނ����\���ɉ��H�ł��A�@�B���H�R�X�g��
�@�@�@�@�@�ጸ�ɍv���B
�o���������R�P�P�O�O���ȏ�̑ϔM�_�����ɂ��h���C���H��
�@�@�@�@�@���Q�̈З͂��B
�o���������S�ϔM�_�����ɗD��A�]���̔햌�ɔ������ł�
�@�@�@�@�@�@�؍퐫�\��啝�ɒ��������B
�o���������T�����ϔM�_���������߂�����^����ɂ����p�\�B
| �@�\ |
|
|
�v���C���R�[�g�[�s
|
�s���`�h�m
|
TiN
|
|
�ϔM���x
�i���j
|
1,100�ȏ�
|
700
|
500
|
|
�d�x
�iHv)
|
3,500
|
2,800
|
2,500
|
|
����
�iμm�j
|
2�`4
|
2�`4
|
2�`4
|
|
�F��
|
�Ԓ��F
|
�ԍ��F
|
���F
|
|
�@
�؍�H��…�g�q�b�T�O�`�g�q�b�U�T�ʂ܂ł̍��d�x�|�h���C���H�B
�C���R�l���A�n�X�e���C�A�X�e���C�g���������A�I�[�X�e�i�C�g�n
�X�e�����X���H
���^…�A���~�_�C�J�X�g�A�M�Ԓb���������ϔM�����v��
�@�@�@�@�@�������^�E���^���i
|
|
|
|
|
|
|
| �@ |
|
| �@�@�v���C���R�[�gC�i�������햌�j |
|

|
�@ |
���v���C���R�[�g�|�b�@
�������햌�@����܂ł̏펯���͂邩�ɒ����鏁���햌�ł��B
�V�g���햌�ɂ��A�s���`���m���̑ϔM���\�������Ȃ���A
�����������\���v���X���邱�Ƃɐ������܂����B
��|���H�ɂ�����A�ޗ��̐n��n����h���A���炩�ŁA
�������؍���H���\�����܂��B
�v���C���R�[�g�|�b�@�S�̃|�C���g
�o���������P�@�ϔM���E�ϖ��Ր��Ȃ킸�ɁA��������
�@�@�@�@�@�@�啝�Ɍ���B
�o���������Q�@�g�q�b�Q�O�`�T�O�܂ł̕��L���ޗ��̐؍���H�ɍ���
�@�@�@�@�@�@���x�����\���B
�o���������R�@�����������ɂ��A�ؕ��̔r�o��e�Ղɂ��A
�@�@�@�@�@�@�n��ւ̋Ò���ጸ�B
�o���������S�@�����ϔM���ɂ��A�h���C�؍�E���^����ւ�
�@�@�@�@�@�@���p�\�B
| �@�\ |
|
|
�v���C���R�[�g�[C
|
�s���`�h�m
|
TiN
|
|
���C�W��
|
1,100�ȏ�
|
0.40
|
0.45
|
|
�d�x
�iHv)
|
2,800
|
2,800
|
2,500
|
|
����
�iμm�j
|
3�`5
|
2�`4
|
2�`4
|
|
�F��
|
�┒�F
|
�ԍ��F
|
���F
|
|
�@
�؍�H��…�g�q�b�Q�O�`�T�O�܂ł̃h���C���H�B
�C���R�l���A�n�X�e���C�A�X�e���C�g���������A
�I�[�X�e�i�C�g�n�X�e�����X���H
���^…�A���~�_�C�J�X�g�A�M�Ԓb�����̏�������
�v���������^�E���^���i
�A���~�A���Ȃǂ̔�S�����̃v���X�A�ł�����etc�E�E�E
�n�C�e���ޓ��̉ߍ��ȃv���X�̃J�W����
|
|
|
|
|
|
|
| �@ |
|
| �@�@�@�}�[�L�����[�R�[�g�i������H�p�j |
|
 |
���}�[�L�����[�R�[�g�@������H����̐؍�����ɑ��ėD�ꂽ�햌�@
���d�x�E�ώ_�����E�ϖ��Ր��ɗD�ꂽ�V�����햌�ł��B
������H����ɂ����Ď�g�݂��i��ł���h���C���H���E�������E
�����艻�ւ̐؍�����ɗD�ꂽ���\���ł���햌��
�J�����܂����B
�}�[�L�����[�R�[�g�@�R�̃|�C���g
�o���������P�@�P�C�P�O�O���ȏ�̑ϔM�A�ώ_�������ɂ��
�@�@�@�@�@�@������ł̖���������B
�o���������Q�@�R�C�T�O�O�g�u�ȏ�̔햌�d�x�ɂ��
�@�@�@�@�@�@�ϖ��Ր���啝�Ɍ���B
�o���������R�@�������E�h���C���H�̈�ł���܂łɂȂ�
�@�@�@�@�@�@�H������������B
| �@�\ |
|
|
ϰ��ذ���
|
�b���m |
�s���`�h�m
|
TiN
|
|
�ϔM���x
�i���j
|
1,100�ȏ�
|
700 |
700
|
500
|
|
�d�x
�iHv)
|
3,500
|
2,200 |
2,800
|
2,500
|
|
����
�iμm�j
|
2�`4
|
1�`10 |
2�`4
|
2�`4
|
|
�F��
|
�D�F
|
��D�F |
�ԍ��F
|
���F
|
|
|
|
|
|
|
|
| �@ |
|
|
|
|
|
| �@ |
|
| �@�@�@�`�b�b�E�`�b�s�R�[�e�B���O�i�ϐH��j |
|
 |
�@���`�b�b���`�b�s�@�ϖ��ՁE�ϐH�E�ώ_���E�Ϗĕt�햌
��茵�����ϐH��ɗD�ꂽ���\��
�o�u�c-�C�I���v���[�e�B���O�@�ɂ��A�q�`�b�b�E�`�b�s�r�́A
�����햌�����▧���͂ɗD��A�L�͈͂ȉ��x��ŁA�폈����
�ɓK�������x�ł̏������s���܂��B
�M�ɂ�鏈���ނ̕ό`�A�ώ����ɂ߂ď������A�q�`�b�s�r��
�ϖ��Ր��E�ώ_�����A�qACC�r�͓��ɑϐH���ɗD��Ă���ׁA
����Ɍ��������H�����ŁA�ˏo�������\�����܂��B
�`�b�b���`�b�s�@�R�̃|�C���g
�o���������P�@��茵�����ϐH�����ɗD�ꂽ�햌�ł��B
�@�@�@�@�@�@
�o���������Q�@�q�`�b�b�r�͓_�K�̔�����啝�ɗ}�����܂��B
�@�@�@�@�@�@
�o���������R�@�q�`�b�s�r�͑σL���r�e�[�V�����E�G���[�W����
�@�@�@�@�@�@��ɂ��K���Ă��܂��B
�b���m���g�p���̂��q�l�͈�x���������������B
�A���~���o�_�C�X�q�`�b�b�r�E�E�E�ϔM�_���A�σA�u���[�V��������
�A���~�_�C�J�X�g���^�q�`�b�b�r�E�E�E�ϖ��ՁA�q�[�g�`�F�b�N�A�J�W���h�~
�R���b�g�`���b�N�q�`�b�b�r�E�E�E���ׂ�h�~�A�ϖ��Ր�
�C���W�F�N�V�������[���h�q�`�b�s�r�E�E�E�ϕ��H��
�����g���@�q�`�b�s�r�E�E�E�σL���r�e�[�V�����E�G���[�W������ |
|
 |
�� �y�����ԕ��i���H�E���^������H�l���z
�R�[�e�B���O�I��K�C�h���C��
�s���b�E�E�`�^���J�[�o�C�g�R�[�e�B���O
�s���R�E�E�g���v���`�^���R�[�e�B���O
�s���m�E�E�����`�^�����w�R�[�e�B���O
CMTi�E�E�������w�`�^���R�[�e�B���O
TiALN�E�E�����`�^���A���~�i�R�[�e�B���O
�b���m�E�E�����N�����R�[�e�B���O |
| �`���� |
|
�Q���n�G���h�~��
|
2���n�����O�G���h�~��
|
2���n���W�A�X�G���h�~��
|
|
4���n�G���h�~��
|
4���n�����O�G���h�~��
|
4���n���W�A�X�G���h�~��
|
|
6���n�G���h�~��
|
6���n�����O�G���h�~��
|
6���n���W�A�X�G���h�~��
|
|
|
2���n�E4���n�{�[���G���h�~��
|
2���n�����O���[�`�|�[���G���h�~��
|
|
���t�B���O�A�G���h�~��
|
�X�e�����X�E�C���R�l�����H�p�G���h�~��
|
|
���Č����{�R�[�e�B���O������܂��B�C�y�ɂ��\���t���������B
|
|
|
|
| �e��햌�̗p�r |
|
CVD
|
TiC
|
�v���X�[�i��p���^�A��Ԓb���p���^ |
|
Ti3
|
�A���~�_�C�J�X�g�p�������s���A�v���X���^ |
|
�o�u�c
|
�s���m
|
�v���X�p���^��Ԓb���p���^�A�؍�H�� |
|
CMTi
|
�A���~�_�C�J�X�g�������s���A�؍�H�� |
|
�s���b�m
|
���x�̋@�B�I���͂���؍�H�� |
|
�s���`�k�m
|
���̍������H�ɂ��M���͂���H��B�d�׃G���h�~���A�h�����A
������H�A�h���C���H |
|
�b���m
|
�ϕ��H�����v�������v���X�`�b�N�A�A���~�_�C�J�X�g���^�A��S����
�̐؍���H�i�A���~�A���j�₫���h�~�A�ϐH���ɗD���B |
|
�`�b�b
|
�b���m������ɑϐH�������コ�����햌 |
|
�`�b�s
|
�b���m��������ɑϐH�������コ�����햌 |
|
�y���m
|
�`�b�b��肳��ɑϐH�������コ�����햌 |
|
| �e��햌�̓��� |
| �@
|
|
CVD
|
TiC
|
Ti3
|
CrC |
|
�d�x
�iHv)
|
3600
|
2300
|
1000�`1500 |
|
���C�W��
|
0.2
|
0.4
|
|
|
����
�iμm�j
|
4�`�V
|
4�`8
|
5�`10 |
|
�ϔM���x
�i���j
|
400
|
550
|
750 |
|
�F��
|
�V���o�[�O���[
|
�S�[���h
|
���ް |
|
|
| �@ |
|
�o�u�c
|
Ti�m
|
�b�l�si
|
TiCN1
|
TiCN2
|
TiALN
|
|
�d�x
�iHv)
|
2500
|
2500
|
3000
|
3500
|
2800
|
|
���C�W��
|
0.4
|
0.4
|
0.4
|
0.4
|
0.35
|
|
����
�iμm�j
|
1�`4
|
3
|
1�`4
|
1�`4
|
1�`4
|
|
�ϔM���x
�i���j
|
550
|
580
|
450
|
450
|
800
|
|
�F��
|
�S�[���h
|
�S�[���h
|
�u���E��
|
�O���[
|
�o�C�I���b�g�O���[
|
|
| �@ |
|
�o�u�c
|
�b���m
|
�`�b�b
|
�`�b�s
|
�y���m
|
|
�d�x
�iHv)
|
1700
|
2200
|
2500
|
2200
|
|
���C�W��
|
0.5
|
0.25
|
0.45
|
0.45
|
|
����
�iμm�j
|
1�`10
|
1�`10
|
1�`4
|
1�`4
|
|
�ϔM���x
�i���j
|
700
|
700
|
600
|
700
|
|
�F��
|
�V���o�[
|
�V���o�[
|
�S�[���h
|
�����F
|
|
| �R�[�e�B���O�\�ȍޗ� |
|
�b�u�c
|
�\�ޗ�
|
�o�u�c
|
�\�ޗ�
|
|
�s���b
|
�r�j�c11
|
�s���m
|
�r�j�c11
|
|
�s���R
|
�r�j�c61
|
CMTi
|
SKD61
|
|
|
|
TiCN
|
SKH��
|
|
�s���`�k�m
|
���d����
|
|
�b���m
|
��S����
|
|
���ޗ��̔M���������ɂ����ӂ��������B
�������x���Ă�450���ł��̂ŁA�Ă��߂����x��500���ȏ�
�̏����ŏ������Ă��������B�i�r�j�c11�������j
���h�K�Ǘ������肢���܂��B
���i�ɓd����t�����疌���`�����錴����A���i�\�ʂɎ_�����E
�Y���������݂��܂��ƁA�疌�����Ȃ���������܂��B |
|
|
�@
| �@ |
 |
 |
�\�����Ǝ��z�����������N�����^�A���~�j�E������
�햌���ɑ�R���f�w�����������A�C�I���X�p�b�^�����O����
�ɂĐ������܂����B
�N���j�b�N�X�͑ϔM���Ƒώ_���������ɍ����A
�܂��_�������Ƃ��Ă��ɂ₩�ɐi�s���܂��B
�]���̂s���`���m����蒘�������P����A���������ł�
�g�p�ɑς�����V�@�\�햌�ł��B
�d�x���������肵�����\�����܂��B
�ϔM���F�P�C�O�O�O���ȏ�
���d�x�F�g�u�Q�C�O�O�O�`�Q�C�Q�O�O
���C�W���F�V�W�T����C���M����O�D�S�U�@
�퉷��μ���O�D�W�T�@�d�P�m�@�{�[���r�t�r�S�S�O�b
�����F�W���O�D�Pμ���@�@�ő�O�D�Tμ��
�R�[�e�B���O�͈́Fφ�Q�O�O×�P�T�O�g����
�������x�F�R�O�O��
�K�p�ގ��F���d�����E�r�j�g�E�r�j�c�E�r�t�r�R�P�O�r
�M�����F����������i�_���h�~�ړI)
�K���X���^�p���^�i���^������ړI�j |
| �@ |
 |
|
|
|
|
|
|
|
| �@ |
|
| ���ЃC�I���v���[�e�B���O�̓���
�E�T�u�X���[�g�Ƃ̕t���͂������B
�E�k���Ōo���ω��̏��Ȃ�����������B
�E�������C�I���v���[�e�B���O���o����B
�E�T�u�X���[�g�̉��x�㏸�����Ȃ��A�ϔM���̖����T�u�X���[�g�ł��g�p�ł���B
���܂ŏ������x�̖���ޗ��̖��ŏ������o���Ȃ��������i�ł������\�ȏꍇ��
�����ł��B�C�y�Ɍ䑊�k�������B
�V���R���E�G�n�A�S���A�v���X�`�b�N�A�K���X�A�������E�E�E
�������y�ъJ���Ҍ���������
���L�ړI�ȊO�ł��������m���ɐ����������ꍇ�́A�C�y�ɂ����k���������B
�\�ȏ����ł���������̐����������������܂��B
|
|
|
|
|
|
| �@ |
|
 |
|
 LELLYON-TF LELLYON-TF
��S���R�[�e�B���O �gLELLYON- TF�i�����I��TF�j�h�̂��ē�
�t�b�f�����i�e�t�����R�[�g�j���݂̗��^���Ɲ����������˔�������S���R�[�e�B���O �gLELLYON TF�h ���a�����܂����B
�]���̃t�b�f�������H�ł͓K�p������������i�ւ̑Ή����\�ƂȂ����S���V�����^�C�v�̔�S���R�[�e�B���O�ł��B
 ���� ����
 ������ ������
�i�m���[�g�����x���̖����ł��B�t�b�f�����R�[�g��20�`30�ʂ��ɔ�חy���ɔ����R�[�e�B���O�ƂȂ��Ă��܂�
���ɃJ�b�g�n�Ȃǂ̉s���Ȑn���ɓK�p�����ꍇ�A�ꖡ�����Ȃ��邱�Ɩ����t����h�~���܂�
 �ϔM�� �ϔM��
�t�b�f�����ł͎g�p�s�\�ȍ����i��350���j�܂ŗ��p�\�ł�
 ���������� ����������
����I�ȃR�[�e�B���O�Z�p�ɂ��A�]���̕��@�ł͓����Ȃ�����������������L���Ă��܂�
 �D�ꂽ�ϖ��Ր� �D�ꂽ�ϖ��Ր�
�Z���~�b�N���Ƒg�ݍ��킹�邱�ƂŗD�ꂽ�ϖ��Ր������܂�
 �ቷ���� �ቷ����
�������x���퉷����100���ȉ��̂��߁A�d�x�ቺ�␡�@�ω��̐S�z������܂���
�p�r
�����̗��^������A�������̌���A����t���h�~�A�S���e�[�v�̃J�b�g�n���ւ̕t���h�~
�K���ޗ�
�����i�S�A�A���~���j�A�Z���~�b�N�X�A�K���X�A�v���X�`�b�N�Aetc
TOSICAL-S�i�g�V�J��S�j
���ٓI��S�����\�ʉ������H
�S���e�[�v�E�ڒ��܁E�S�����i�̐����i�K�ł͊�ނɔS���A�ڒ��܂��t������̂�h�~����ƌ������グ�邽��
�I�C���␅�𗘗p���ė��܂������A���ꂪ���H���̍�� �Ɏx���������
���������̌����s�Ǖi�������̒ጸ������Ƃ���Ă��܂����B
��L�́u���S�����f�ށv�̔�S�����ʂ�_���u�\�ʉ����Z�p�v�͍��܂ō����͂��Ƃ�萢�E�ɂ���͗L��܂���ł����B
�g�V�J���r�R�[�e�B���O���H�͔S���������ʂɉ��ʂ�t�������ɓ�����������ʌ`����c���Ȃ��疄�ߍ��ނ��Ƃɂ����
����I�Ȕ�S�����\�ʂ���鎖�ɂ�莩�����A �s�ǒጸ�ɐ������܂����B
�y�g�V�J���r�R�[�e�B���O�C���[�W�z
�S���܂ɑ��đ�z������S�����A�������d�����H�ɕt���Ód�C���������܂���B
�� ��
�S���e�[�v���Y���C��
�V�[���E���b�y��������C��
�ł������n�E�J�b�e�B���O�n
�����ނ������C��
�����O�̐��S���̔�S��
���̑����S�����̔�S��
�S���t�B�����Ŕ����p�̃s�i�N���n�E�g���\���n��
�z�b�g�����g���^���^�ւ̔�S��
���艞�p��������
�S���ܓh�z���i�̎����J�b�e�B���O�y�ѓ\�t���̏�Q����
���̑��S�����̐ڐG���郉�C���y�ѐ��i�̐��Y��Q�A���\��Q�̉��P
���V�o�[�W�����V���[�Y�o��
�g�V�J���r�@UNA-200
��ނ̏����O�̐��@�E�`���ω��������ɔS���e�[�v�E�������S���E�ڒ��܂Ȃǂɑ�
���ɗ�����Ȃ��D�ꂽ��t�����\�����H�ʕ\�ʂɔ���������\�ʉ������H�ł��B
���ɔ����̊�ނɑ��Ă�����E�c�݂����������Ɋ�ނɗD�������H�ł��B
�D�ꂽ����
�@�t�b�f�������H�ł͉����o���Ȃ������S���e�[�v�E�������S���E�ڒ��܂Ȃǂ��\��t���܂���
�A�����O�̊�ސ��@���x���ɗ͑��Ȃ킸�ɉ��H���鎖���\
�B�X�e�����X�E�|�E�Z���~�b�N�X�E�K���X�Ȃǂ̊�ނɉ��H�\ �����̊�ނւ͎��O�ɂ��₢�����������B
UNA-200�̐��\
|
�ϔM��
|
-25�`+200��
|
|
ð�ߔ����d
|
�P�`�Q��
|
|
���@�ω���
|
0.02mm����
|
|
���M���~���l
|
�RH
|
������g�p�e�[�v�E�E�EJIS Z1522�ɂ��15mm�ЃZ���n���S���e�[�v
�g�V�J���r�@UNA-800�V���[�Y
�����Ƃ��|�s�����[�ȃ^�C�v�ł��B
�햌�\���͂Q�w�ɑ�ʂ���A�P�w�ڂ͓���������ʌ`��ɃR�[�g���ėL��A
�Q�w�ڂɍ����q���d���̂���Ȃ������������ʌ`�c��悤�ɃR�[�g���Ă���܂��B
�������[���@
PE���S���t�B����(�V�[�g)���g�p������@�ɗ��p����Ă���B
�����S���t�B�������L�Y��t�����m���ɔ��������t����Q���N���Ȃ��B
��UNA-800GY��芊�萫���������Ă���UNA-880�f�x���������܂��B���C�y�ɂ����k���������B
�g�V�J���r�@UNA-300�V���[�Y
UNA-800�V���[�Y�œ����鉚�ʍ\�����t�ɍЂ��ƂȂ�P�[�X��ΏۂɊJ�����ꂽ�Z�p�ł��B
���ځA�Ώۊ�ނɉ��ʌ`����\��������S�������d���̎������R�[�g�����^�C�v�ł��B
���̉��ʓx�����͕\�ʑe���l�ɂĊǗ�����A�����ɂ����ʂɂ��R���g���[���\�ł��B
�@ �t�b�f�������H�ł͉����ł��Ȃ������S���e�[�v�E�������S���E�ڒ��܂Ȃǂ��\��t���܂���B
�A �����O�̊�ސ��@���x���ɗ͑��Ȃ킸�ɉ��H���邱�Ƃ��\�B
�@�@�����@�ω��ʂɂ��Ă͎��O�ɋ��e���@�ω��ʂ����������������B
�B �X�e�����X�E�|�E�Z���~�b�N�X�E�K���X�Ȃǂ̊�ނɉ��H�\
�@�@�����̊�ނւ͎��O�ɂ��₢���킹������
�S���t�B�����Ŕ����p�s�i�N���n�E�g���\���n
PET�t�B������Ŕ����ۂɐn��ɕt�����Đؒf�s�ǂ��N�����Ă܂������R�[�e�B���O��͕t����Q��
�����Ȃ萶�Y���ƕi������E�����܂�̌���ɑ傫���v�����܂����B 
�g�V�J���r�@UNA-100�V���[�Y
�S���\�ʂɋ��łɖ������L�тɒǏ]�ł���D�ꂽ���܂łɂȂ��u�������E�������E��S�����v
�����������I�ȕ\�ʉ����Z�p�ł��B
�S����ނ�ΏۂɊJ������A�S���\�ʂɃt�b�f����(�e�t����)�Ȃ݂̒ᖀ�C����
�V���R�[���S���ȏ�̗��^����t�^���܂��B
�V���R�[���S����ނɂ��������A�V���R�[���S�����D�ꂽ���^���ƒᖀ�C��(���萫)��
�������܂��B
�@ �S���\�ʂ��D�ꂽ�ᖀ�Ր����i�t�b�f�����Ɠ����x�̒ᖀ�Ր��������j
�A �S���\�ʂ��D�ꂽ��S�������i�t�b�f�����ł͓����Ȃ���S�����������j
�B �S���̐L�тɗD�ꂽ�Ǐ]����
�C �V���R�[���S���ɂ��D�ꂽ��������
�D �D�ꂽ������������
�E �H�i�q���@�u�����ȍ�����R�V�O���v�K��
�n���h���x���[�p�S�����[���[
���i���x���Ȃǂ�\��t���鑕�u�̃��[���[�B���x���̌Жʂ��t���Ă��m���ɗ��^���A���������B
�g�V�J���r�@�s�r�|�Q�O�O�O�R�[�e�B���O
�S���e�[�v��ڒ��܂Ȃǂ̔S�����ɑ��đ�z������t���������܂��B
�Z���n���e�[�v�E�z�S���e�[�v�E���x���V�[���E�V���R�[���S���e�[�v�Ȃǂ��S���\��t���܂���B
�@�S���܂ɑ���z������S���������܂��B
�A���d�����H�ɕt���A�Ód�C��Q���N�����܂���B
�B�V���R�[���n�S���e�[�v���\��t���܂���B
���E�E�E��L�l�͑���l�ł���A�o�K�i�E���\�ۏؒl�ł͂���܂���B
�g�V�J���R�[�e�B���O�V���[�Y�͏�L�̑��ɂ��e�킲�����܂��B
�ڍׂ͖₢���킹�t�H�[���₨�d�b�Ȃǂ�肨�₢���킹���������B
|
|
|
|
|
|
| �@ |
|
 |
|
 |
�L�@�i�m���������Z�p
NANOS |
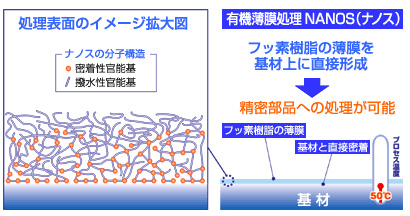
���ГƎ��̗L�@�i�m���������Z�p�uNANOS�i�i�m�X�j�v�́A�����E�K���X�E�����ȂǁA
������f�ނ̕\�ʂɃi�m�X�P�[���̂������������@�\�����`�����邱�Ƃɂ��\�ʂ̌`�����������A
�����E�����E���^�E�h���Ȃǂ̋@�\��t�^���邱�Ƃ��ł���Z�p�ł��B
�E�����A�����A���^�A�h���Ȃǂ̋@�\��L����i���ł̐ڐG�p��110�`120°�j
�E�����E�K���X�E�����ȂǁA������f�ނւ̐������\�i�����̏ꍇ�́A�K�v�ɉ��������w��}���j
�E���������i�m�`���S�i�m���[�g���Ƃ������������A�������x���Ⴂ���Ƃ���A
�@��ނւ̐��@�ω���_���[�W�ȂǁA�قƂ�lje�����Ȃ�
�E�uNANOS�i�i�m�X�j�v�v���Z�X��p�������u�u���^NANOSCEPTER�i�i�m�Z�v�^�[�j�v�̔̔����J�n
�����������ЂɂĔ̔��A�����d�l�́u�i�m�XB�v�i�����F10nm�A20nm�j
�E�V�K�J���ޗ��ɂ��u�i�m�XY�v�ł́A�ϔM������ѝ�����������
�E�]���i�i�u�i�m�XB�v�d�l�j�̑ϋv�������ړI�Ƃ����V�Z�p�u�i�m�XBS�v���J����
NANOS�v���Z�X�̓���
����������^�ʼn��M�E���������A��ޕ\�ʂŋÌŁE�ʼn������邱�Ƃɂ�蔖�����`������
�@����ނƉ��w�I�ɔ������A�������ꂽ���

�E�ቷ�v���Z�X�F50���ȉ�
�E�i���핢�����ǍD�F�A�X�y�N�g�� 5�@���i�m�XB�̏ꍇ
�E���������ǍD�F���w����
�E��ނ̎��R�x�F ��
NANOS�̋Z�p
[NANOS�i�i�m�X�j���i�ē�]
�@�wNANOS�i�i�m�X�j�x���C���i�b�v
�@�Ύ�����p�O���[�h
�i�m�XRB
|
|
|
|
|
|
| �@ |
|
 |
|
|
�m�������@�g���������������@�s�����������E�E�E�d���E�����O��
�ψʕ���\�F�O�D�O�R�����@�@�d����\�F�Pμ��
�M�h���t�g�̉e����}����T�t�@�C�������O�V�X�e��
�������E�`�e�l�ł̕\�ʊώ@
�r�������������@�s�����������E�E�E������
�P�On���`�Q�Oμ���̔����̖����͑���
�������ł̃X�N���b�`���ώ@
�t�B�[�h�o�b�N�@�\�ɂ��Ȗʂł̑���\
�s�������������������E�E�E���C����
�d�F�T�Oμ�m�`�P�m�i�m�s�q�j�@�P�m�`�Q�O�m�i�s�q�a�A�g�s�s�j
��]�y�щ������C�i�m�s�q�̂݁j���\
�{�[���Ɗ�ނ̉��͉�̓V�~�����[�V�����@�\����
�b���������������E�`�e�l�E�m�r�s�E�E�E�����E�\�ʌ`��
���w���̖�������
��̓\�t�g�ɂ�鑽�ʂȕ��͂��\
�m�������@�r�������������@�s�����������i�m�r�s�j�ɂ��`��y�і��ʑ���
�K�p�p�r��
�e��d�������A�����̃v���Z�X�����A�ی얌�A�M�����w
���w�����A�|���}�[�����A�t���E�d�q���i�ی얌��
|
|
|
|
|
|
| �@ |
|
 |
|
| �@ |
|

 �C���[�W�}
�C���[�W�}




 GD�R�[�e�B���O
GD�R�[�e�B���O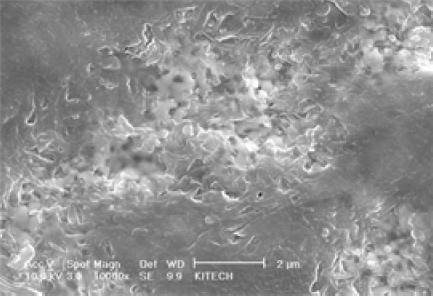
 �@D�R�[�e�B���O
�@D�R�[�e�B���O